عنوان کامل مقاله: بخش ساخت طبق استاندارد جوشکاری دیگ و بویلر بخار فایر تیوب
مرجع مقاله: استاندارد ملی ایران به شماره ۴۲۳۱ (BS2790)
۵-۴ ساخت و تائید جوشکاری دیگ بخار
۵-۴-۱ کلیات
روش های جوشکاری درزهای اصلی باید به گونه ای باشد که جوش از نفوذ کامل برخوردار بوده و باید توسط آزمون های تائید نشان داده شود که روش جوشکاری می تواند جوشی عاری از عیوب مهم آن چنان که در استاندارد ملی ایران به شماره ۱۲۹ توضیح داده شده ایجاد نماید.
۵-۴-۲ فرآیندهای جوشکاری
هر فرآیند بکار گرفته شده, زمانی که مطابق با آزمون های تائید شده آزمایش می شود, باید نتایج مطلوب به بار آورد.
یادآوری: جزئیات فرآیندهای جوشکاری در این استاندارد تعریف نشده اند.
۵-۴-۳ تائید روش جوشکاری
۵-۴-۳-۱ چنانچه شرکت سازنده با عطف به مرجع بازرسی بتواند دلیلی قابل قبول از نظر خریدار مبتنی بر اینکه قبلا آزمون های موفقیت آمیز روش جوشکاری زاید انجام رسانیده و یا اینکه بطور موفقیت آمیزی ساخت اجزا مخازن تحت فشار را در رابطه با روش, فلز مادر, فلز پر کننده و ضخامت در محدوده زمانی سه سال مطابق با ضوابط استاندارد ملی ایران به شماره ۱۲۹ عهده دار بوده, ارائه نماید.
تحت ضوابط این استاندارد چنین مؤسسه ای از لزوم تائید شدن مجدد در داخل محدودهای که توسط آزمون های قبلی در بر گرفته شده, معاف می باشد.
اگر شرکت سازنده روش خود را این چنین به تایید نرساند یا مدرکی در دست نداشته باشد. باید توسط آزمایش تایید روش جوشکاری, قابلیت شرکت خود را در رابطه با توانائی جوشکاری مواد مورد استفاده به اثبات رساند.
۵-۴-۳-۲ آزمایش تائید روش های جوشکاری بویلر بخار باید مطابق ضوابط استاندارد ملی ایران به شماره ۱۲۹ انجام گیرد بجز مواردی که در قسمت ۵-۴-۷ طور دیگری بیان شده اند.
۵-۴-۴ تائیدیه صلاحیت جوشکار
اگر یک شرکت سازنده با عطف به مرجع بازرسی بتواند مدرکی قابل قبول از نظر خریدار مبنی بر اینکه هر جوشکار مسئول انجام جوش دستی و یا جوش با ماشین روی دیگ بخار, قبلا آزمایش های تائید صلاحیت را برای نوع کار و روش موردنظر گذرانده و نیز بطور موفقیت آمیزی به مدت شش ماه مطابق ضوابط استاندارد ملی ایران به شماره ۱۲۹ بکار ساخت قطعات دیگ اشتغال داشته و ارائه نماید, تحت ضوابط این استاندارد چنین جوشکاری مادامی که در استخدام همان شرکت باقی است, از لزوم تائید شدن مجدد معاف خواهد بود.
اگر چنین مدرکی آماده ارائه نباشد, لازم است که جوشکارهای موردنظر برای جوش دستی و یا جوش با ماشین, آزمایش های تائید را مطابق ضوابط استاندارد ملی ایران به شماره ۱۲۹ بگذرانند. بجز مواردی که در قسمت ۵-۴-۷ طور دیگری بیان شده است.
۵-۴-۵ پذیرش روش های جوشکاری و جوشکاران دیگ بخار
۵-۴-۵-۱ روش های جوشکاری:
بازرس باید از روش های جوشکاری بکار رفته در ساخت دیگ از نقطه نظر تطابق داشتن و قبول شدن با مقررات قسمت ۵-۴-۳ راضی باشد.
۵-۴-۵-۲ جوشکارها:
۵-۴-۵-۲-۱ سازنده باید گواهی نماید که عمل جوشکاری فقط توسط جوشکاری که تحت مقررات بند ۵-۴-۴ تائید شده است انجام گرفته و بازرس باید خود را قانع نماید که فقط جوشکارهای تائید شده به خدمت گرفته شده اند.
۵-۴-۵-۳-۲ سازنده باید رونوشتی گواهی شده از پرونده آزمایش های تائید هر جوشکار, در اختیار بازرس قرار دهد. بازرس حق دارد که شاهد آزمایش تائید هر جوشکاری باشد.
متعاقبأ در صورت تردید, او حق دارد که آزمایش تائید مجددی را برای هر جوشکار درخواست نماید.
۵-۴-۶ صفحات آزمون محصول جوش شده
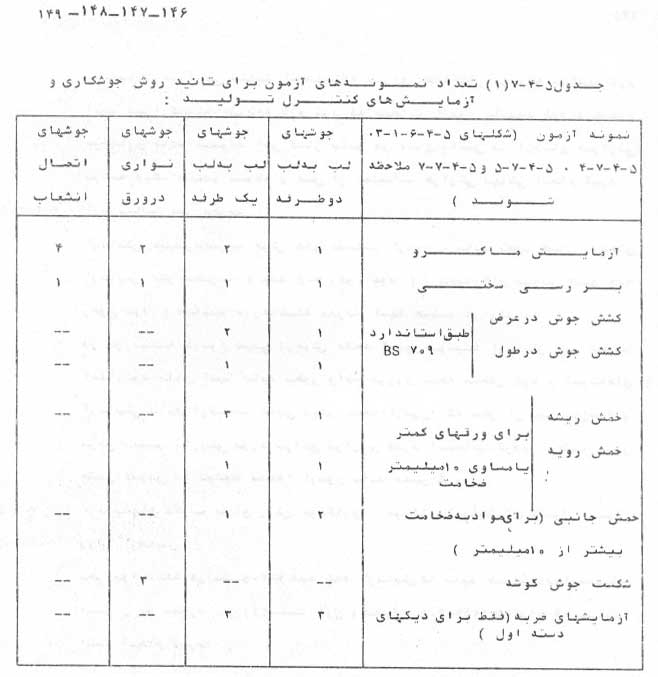
۵-۴-۶-۱ نمونه های آزمایش:
اگر در یک دیگ بخار, و در محدوده متغیرهای اساسی روش جوشکاری معینی, بیش از یک درز جوشکاری شود, یک صفحه آزمون می تواند نشان دهنده بیش از یک درز باشد.
یک صفحه آزمون برای هر ۱۰ متر طول از جوش طولی شامل درزهای مختلف و یک صفحه آزمون دیگر برای هر طول اضافی کمتر از ۱۰ یا حداقل یک صفحه آزمون برای هر دیگ , مورد نیاز می باشد.
( بجز مواردی که در بند ۵-۴-۶-۱-۲ مقرر شده اند)
اگر فقط درزهای محیطی موجود باشند. یا اگر روش جوشکاری بکار رفته در درزهای محیطی با روش جوشکاری درزهای طولی متفاوت باشد, باید صفحه آزمون جداگانه ای مطابق با روش جوشکاری درزهای محیطی تهیه نمود. برای هر ۳۰ متر از جوش محیطی یک صفحه آزمون لازم است.
و برای هر طول اضافی کمتر از ۳۰ متر یک صفحه آزمون دیگر با حداقل یک صفحه آزمون برای هر دیگ (بجز مواردی که در قسمت ۵-۴-۶-۱-۲ مقرر شده است) لازم می باشد.
۵-۴-۶-۱-۲ برای دیگ هایی که با شرایط زیر مطابقت دارند, کاهش تعداد صفحات آزمون جوش شده از محصول, آن چنان که در بند ۵-۴-۶-۱-۱ توضیح داده شده است, مجاز می باشد.
الف: باید به اندازه کافی دیگ هائی در داخل محدوده یک روش جوشکاری معین ساخته شده باشند. آن چنان که حداقل ۲۰ صفحه آزمون مطابق با بند ۵-۴-۶-۱-۱ حاصل شده باشد.
ب: دیگ ها باید از نوع مشابه بوده و در یک کارگاه و به یک روش ساخته شده باشند.
ج: جوشکاری و ساخت محصول باید بطور معمولی, مداوم باشند.
د: ضخامت ورق, جزئیات جوش ها و اتصالات باید در داخل محدوده تحت پوشش آزمایش های تائید روش جوشکاری باشند.
در آن صورت ضوابط ۱۰ متر و ۳۰ متر مذکور در بند ۵-۴-۶-۱-۱ باید به ترتیب به ۳۰ متر و ۹۰ متر با حداقل یک صفحه آزمون در هر سه ماه تغییر داده شود.
۵-۴-۶-۱-۳ مواد مورد استفاده برای صفحات آزمون باید با مشخصات مواد استفاده شده در ساخت دیگ همانند بوده و هر دوی آنها باید مطابق با روش فولادسازی واحدی ساخته شده باشند.
ورق های آزمون باید دارای همان ضخامت اسمی پوسته باشند و ترجیحأ از همان ذوبی که از آن برای ساخت دیگ بخار استفاده شده انتخاب شوند.
ابعاد صفحات آزمون جوش شده باید به اندازه کافی باشند تا نمونه های آزمایشی لازم برای آزمون یا آزمون مجدد مورد لزوم از آن بدست آید. (شکل ۵-۴-۶-۱-۳ ملاحظه شود.)
۵-۴-۶-۱-۴ چنانچه صفحات آزمون جوش در دو انتهای یک درز طولی قرار داده شوند. ابعاد صفحات آزمون مزبور باید به اندازه کافی باشند تا نمونه های آزمایشی لازم از یکی از آنها و نمونه های لازم برای آزمایش مجدد از دیگری بدست آیند.
۵-۴-۶-۱-۵ صفحات آزمون باید به هنگام جوشکاری جهت جلوگیری از تابیده شدن بیش از حد مهار یا تقویت شوند, صفحات آزمون باید تحت عملیات حرارتی مشابه آن چنان که برای قطعه کار مربوطه به آنها لازم است قرار گیرند.
چنانچه لازم شود که صفحات آزمون تابیده شده در هنگام جوشکاری صاف شوند این کار باید در دمای پائین تر از دمای حرارتی پیوسته دیگ مربوطه و قبل از عملیات حرارتی نهائی انجام گیرد.
۵-۴-۶-۲ آزمایشات غیر مخرب جوش دیگ بخار
آزمایش غیر مخرب جوش های دیگ بخار صفحات آزمون, باید تحت همان روش های آزمایش غیر مخرب (بند ۵-۶ رجوع شود) و معیارهای قبولی (بند ۵-۷ رجوع شود) همانند درزهائی که معرف آنها هستند قرار گیرند.
در صورتی که هر نوع عیبی در جوش صفحه آزمون بوسیله آزمایش غیر مخرب آشکار شود.
مکان آنها باید بطور واضح بر روی صفحه مشخص شود و نمونه های آزمایشی باید از قسمت هایی دیگر صفحه آزمون که محل آن بین سازنده دیگ بخار و مرجع معتبر بازرسی مورد توافق قرار می گیرد انتخاب گردد.
علت بروز چنین عیوبی در تولید صفحه آزمون باید معین گردد.
برای کسب اطلاعات بیشتر، مقالات مربوطه را مطالعه فرمایید:
استاندارد جوشکاری دیگ بخار فایر تیوب-بخش کلیات و طراحی
آشنایی با جوشکاری و روش های جوش دیگ بخار