

5-4-7 آزمایش های مخرب برای روش جوشكاری, جوشكار و آزمایش های كنترل تولید بویلر بخار:
5-4-7-1 روش آزمایش:
بجز مواردی كه در بند 5-4-7 قید شده آزمایش ها باید طبق استاندارد ملی ایران به شماره 130 قسمت اول و جداول 5-4-7 (1) هركدام كه مناسب است انجام گیرند.
یادآوری:
1: هنگامی كه بیشتر از یك نمونه از یك نوع خاص مورد نیاز باشد, نمونه ها باید تا حد امكان جدا از یكدیگر برداشته شوند.
2: بررسی سختی باید روی نمونه آزمایشی مربوطه به آزمایش ماكرو انجام گیرد.
3: برای ورق های دارای ضخامت بیشتر از 10 میلیمتر, آزمایش های خمش جانبی باید جانشین خمش های ریشه و رویه شوند.
4: آزمایش های خمش ریشه همواره موقعی كه جوش های یكطرفه آزمایش می شوند الزامی می باشند.
5: برای آزمایش تائید جوشكار دیگ به استاندارد ملی ایران به شماره 131 مراجعه شود.
5-4-7-2 دماهای آزمایش
آزمایش ها باید در دمای اتاق انجام گیرند.
5-4-7-3 آزمایش كشش جوش در طول
5-4-7-3-1 مقاومت كششی جوش در طول (R) بدست آمده نباید از حداقل مقاومت كششی جنس ورق كمتر باشد.
درصد ازدیاد طول A حاصل باید حداقل برابر با مقدار بدست آمده از رابطه زیر باشد:
A = 45 – 0/046 R
كه در آن: R = مقاومت كششی (mm2/N)
علاوه بر این, ازدیاد طول نبایستی از 80 درصد ازدیاد طول معادل برابر مواد مادر كمتر باشد.
5-4-7-3-2 كاهش مساحت سطح مقطع نباید از 35 درصد كمتر باشد.
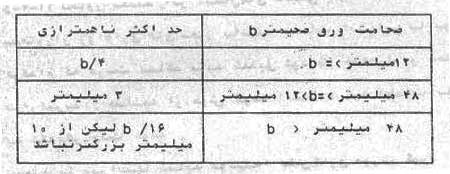
5-4-7-4 آزمایش خمش عرضی
(برای صفحات كمتر و مساوی 10 میلیمتر.) (شكل 5-4-7-4 و جدول (2) 5-4-7 ملاحظه شوند.)
آزمایش های خمش روند باید آن چنان انجام گیرد كه سطحی از صفحه آزمون كه معرف سطح خارجی دیگ است تحت كشش باشد.
آزمایش خمش ریشه باید آن چنان انجام گیرد كه سطحی از صفحه آزمون كه معرف سطح داخلی دیگ و بویلر بخار است تحت كشش قرار گیرد.
در خاتمه آزمایش نباید هرگونه ترك یا عیبی در سطح بیرونی نمونه آزمون دارای اندازه ای بیشتر از 1/5 میلیمتر باشد.
مطابق این استاندارد پاره گی جزئی در لبه های نمونه آزمایشی نشان دهنده عیب نمی باشد.
5-4-7-5 آزمایش خمش جانبی
(برای ورق های به ضخامت بیشتر از 10 میلیمتر) (شكل 5-7-4-5 و جدول 5-4-7 (2) ملاحظه شوند) در پایان آزمایش اندازه هر گونه ترك یا عیبی در سطح بیرونی نمونه آزمایشی نباید بیشتر از 3 میلیمتر باشد.
طبق این استاندارد پاره گی جزئی در لبه نمونه آزمایش عیب محسوب نمی شود.
یادآوری: e عبارت است از ضخامت نمونه آزمایشی طبق استاندارد ملی ایران به شماره 132 زاویه خمش مورد نیاز 180 درجه است.
5-4-7-6 آزمایش ماكرو
نمونه آزمایشی جهت آزمایش ماكرو باید از موادی برداشته شود كه از عملیات برش با شعله ??? نشده باشد. جوش باید سالم باشد.
بطور مثال عاری از هرگونه ترك و ناپیوستگی از قبیل ناخالصی ناشی از سرباره و خلل و فرج یا حد تعیین شده در استاندارد ملی ایران به شماره 133 برای آزمایش روش های جوشكاری و استاندارد ملی ایران به شماره 134 برای آزمایش جوشكار و بند 5-7 این استاندارد برای كنترل تولید ارائه شده اند, باشد.
چنانچه در شرایط یك جوش دیگ بخار آن چنان كه از نمای كلی جوش (macro etching) برآورد می شود. تردیدی وجود داشته باشد, ناحیه موردنظر بایستی از طریق میكروسكوپی مورد آزمایش قرار گیرد.
5-4-7-7 آزمایش های ضربه
(فقط دیگ های بخار دسته اول) (شكل 5-4-7-7 ملاحظه شود.)
5-4-7-7-1 سه نمونه آزمایشی شكافدار جهت آزمایش ضربه باید عمود بر جوش و موازی سطح ورق و تا حد امكان نزدیك به آخرین لایه, جوش آن چنان كه محور شكاف عمود بر سطح ورق باشد انتخاب شوند.
آزمایش های (مخرب جوش) ضربه باید به روش شاربی با شكاف (V) انجام گیرد و در جائی كه ضخامت مواد اجازه می دهد ابعاد نمونه های آزمایشی كه هر كدام دارای مقطع مربع 10 میلیمتر * 10 میلیمتر می باشند.
طبق استاندارد ملی ایران به شماره (1) باشد. جائی كه ضخامت مواد اجازه نمی دهد كه قطعات آزمایشی به پهنای 10 میلیمتر تهیه شوند.
پهنا (در امتداد شكاف) باید تا مقدار 7/5 میلیمتر یا 5 میلیمتر (هر كدام كه مناسب ترند.) ماشین كاری شوند بزرگترین نمونه آزمایشی با بزرگترین پهنا كه می تواند از مقطع مواد بدست آید باید مورد انتخاب قرار گیرد.
5-4-7-7-2 مقدار متوسط نتیجه حاصله از سه نمونه آزمایشی گرفته شده در جوش دیگ بخار برای آزمایش ضربه نباید از 27 ژول برای نمونه های 10 میلیمتر* 10 میلیمتر, 21/5 ژول برای نمونه های 10 میلیمتر* 7 میلیمتر و 19 ژول برای نمونه های 10 میلیمتر * 5 میلیمتر كمتر باشد. (بند 5-4-7-2 ملاحظه شود)
یكی از مقادیر حاصل میتواند پائین تر از مقدار معین شده باشد به شرط اینكه از 70 درصد آن مقدار كمتر نباشد.
5-4-7-8 تجدید آزمایش:
5-4-7-8-1 آزمایش های مخرب جوش از نوع كشش:
هنگامیكه یك نمونه آزمایشی كشش در بر آوردن الزامات مردود شود باید دو آزمایش مجدد دیگر انجام گردد.
5-4-7-8-2 آزمایش های مخرب جوش از نوع خمش:
هنگامی كه یك نمونه آزمایش خمش در برآوردن الزامات مردود شود باید دو آزمایش مجدد دیگر انجام گردد.
5-4-7-8-3 آزمایش های مخرب جوش از نوع ضربه:
چنانچه متوسط سه مقدار آزمایش ضربه كمتر از مقدار معین شده و یا اگر هر یك از مقادیر از 70 درصد مقدار معین شده كمتر باشد, بایستی سه قطعه آزمایشی دیگر از همان نمونه گرفته و آزمایش كردند.
مقدار متوسط نتایج 6 آزمایش نباید از مقدار معین شده كمتر باشد.
مقادیر فقط دو عدد از نتایج آزمایش ها می تواند كمتر از مقدار معین باشد ولی فقط یك عدد از نتایج آزمایش ها می تواند از 70 درصد مقدار معین شده, كمتر باشد.
5-4-7-8-4 مردودی نمونه های آزمایشی مجدد:
چنانچه هر یك از نمونه های آزمایشی مجدد در بجا آوردن ضوابط معین شده مردود شود باید چنین فرض شود كه درزهای جوش شده ای كه این نمونه های آزمایشی معرف آنها هستند با مقررات این استاندارد مطابقت ندارند.
چنانچه هریك از نمونه های آزمایشی مجدد(جوش دیگ بخار) در حین آزمایش های تائید روش جوشكاری مردود شود.
در آن صورت علت مردودی باید معین شده و تمام آزمایش روش جوش دوباره تكرار شود.
مراحل قبل از جوشكاری در تولید دیگ بخار استاندارد
5-4-8 برش, جفت كردن و تنظیم قبل از جوشكاری در تولید دیگ بخار:
5-4-8-1 برش ورق های دیگ بخار
ورق های دیگ بخار باید طبق اندازه و شكل مورد نظر توسط دستگاه برش حرارتی و یا ماشین كاری و یا برای ورق هائی كه ضخامت آنها از 15 میلیمتر بیشتر نیست بوسیله برش سرد بریده شوند.
چنانچه از روش برش سرد استفاده شود. لبه ها باید مورد بازدید قرار گیرند (با چشم یا روش های دیگر) تا جهت جوشكاری, مناسب تشخیص داده شوند.
ممكن است پیشگرم كردن مورد نیاز باشد مخصوصأ برای فولادهای ضخیم در جهت حصول از نتایج رضایت بخش, هنگامی كه برش حرارتی بكار گرفته می شود.
هر موادی كه در حین برشكاری ورق ها برای اندازه كردن یا شكل دادن لبه ها یا آماده سازی نهائی صدمه ببیند، بایستی بوسیله ماشین كاری, سنگ زنی, براده برداری یا برشكاری حرارتی برای رسیدن به فلز اصلی برداشته شود.
سطوحی كه برش حرارتی شده اند بایستی بوسیله ماشین كاری, یا سنگ زنی برای برداشتن فلزها، سوخته شده, شیارهای مضر سرباره و زنگ مجددا برداشته شوند.
اما تغییر رنگ جزئی در لبه فولادهای چكش خوار ناشی از ماشین برش حرارتی نبایستی باعث مردود شمردن آن شود.
5-4-8-2 آماده سازی برای جوشكاری دیگ بخار:
آماده سازی برای جوشكاری و سوراخ كاری در مراحل ساخت بویلر و دیگ بخار استاندارد به شكل مورد نظر بایستی به یكی از طرق زیر صورت پذیرد:
1- ماشین كاری, براده برداری یا سنگ زنی
سطوح براده برداری شده ای كه با فلز جوش پوشانده نمی شوند, باید با سنگ كاری بعد از براده برداری كاملا صاف شود.
2- برشكاری حرارتی و برش با الكترود گرافیتی 135
به گونه ای كه لبه ها صاف باقی بمانند, مشروط بر اینكه قابل جوشكاری باشند.
بعد از اینكه لبه های ورق ها برای جوشكاری آماده شدند آزمایش سراسری برای بررسی وجود درزهای موئی, ترك, دوپوستگی, ناخالصی های درون فولاد یا خرابی های دیگر باید به عمل آید.
وقتی كه ورق ها به صورت حرارتی برشكاری می شوند, لبه ها قبل از انجام هر گونه كار دیگری باید مورد آزمایش قرار گیرند.
باید دقت شود كه آماده سازی برای جوشكاری كه به نحو صحیح انجام شده باشد.
5-4-8-3 جفت كردن و میزان كردن:
5-4-8-3-1 ورق هائی كه جوش می شوند باید در حین جوشكاری جفت و میزان نگه داشته شوند.
5-4-8-3-2 جهت نگه داشتن لبه ها در یك امتداد برای جوشكاری می توان میله ها, گیره ها, خال جوش ها یا دیگر وسایل مناسب استفاده نمود.
خال جوش ها باید برداشته شوند, مگر اینكه بطور كامل با جوش ذوب شده باشند.
5-4-8-3-3 لبه های جوش های لب به لب در حین جوشكاری باید آن چنان نگهداشته شوند كه رواداری های اتصال كامل شده از مقادیر داده شد در بندهای 5-4-10 و 5-4-11 تجاوز نكنند.
اگر اتصال های محیطی جفت شده دارای انحراف هائی متجاوز از رواداری های مجاز باشند, صفحات انتهایی یا پوسته حلقوی, هركدام كه درست نباشد باید تعدیل شود تا خطاها در محدوده معین شده قرار گیرند.
چنانچه از جوش گوشه استفاده شود قطعات باید بطور كامل به یكدیگر جفت شوند.
5-4-8-3-4 تصحیح نامیزانی ها نباید به وسیله چكش كاری صورت گیرد.
5-4-9 شرایط سطح قبل از جوشكاری قطعات دیگ بخار:
5-4-9-1 تمیز كردن سطوحی كه قرار است در دیگ جوشكاری شوند.
سطوحی كه قرار است جوشكاری شوند باید تا یك فاصله حداقل 25 میلیمتری از لبه جوشكاری تمیز و از مواد خارجی از قبیل روغن, چربی, روان كننده ها و رنگ های علامتگذاری عاری باشند.
اكسید باید از ناحیه ذوب یا فلز جوش پاك شود. چنانچه قرار باشد كه فلز جوش بر روی یك سطح كه از قبل جوشكاری شده قرار داده شود كلیه سرباره ها باید توسط ابزار صاف كن, قلم, چكش بادی و یا وسایل مناسب دیگر آن چنان خارج شوند كه از بجا ماندن تا خالصی ها در فلز جوش جلوگیری شود.
5-4-9-2 رواداری های مونتاژ و تنظیم دیگ بخار:
قبل از اینكه هرگونه جوشكاری شروع شود باید اطمینان حاصل نمود كه لبه های آماده شده طبق روش جوشكاری تراز شده باشند.
5-4-10 تراز نبودن خط میانی:
برای اتصال های طولی, خطوط میانی ورق ها باید در محدوده 10 درصد ضخامت ورق ضخیم تر با حداكثر 3 میلیمتر نا ترازی باشد.
5-4-11 رواداری های همترازی سطوح:
5-4-11-1 اتصالات طولی:
ناهم ترازی در سطح ورق ها نباید از مقادیر داده شده در جدول زیر بیشتر باشد.
چنانچه این ناهمترازی به دلیلی بیشتر شد سطح ورق ضخیم تر باید با شیب 4:1 برداشته شود.
5-4-11-2 اتصالات محیطی:
ناهمترازی در سطح ورق ها نباید از مقادیر داده شده در جدول زیر بیشتر باشد.
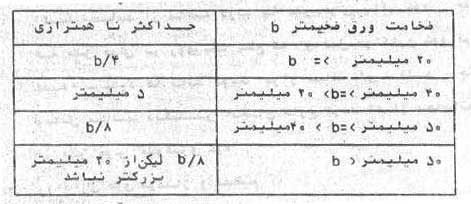
چنانچه این ناهمترازی به دلیلی بیشتر شد سطح ورق ضخیم تر باید با شیب 3:1 برداشته شود.
5-4-11-3 اتصالات صفحه لوله در دیگ:
اگر صفحه لوله های دیگ بخار از ورق با ضخامت های متفاوت ساخته شوند سطح ورق ضخیم تر باید با شیب 4:1 برداشته شود.
5-4-12 اتصالات طولی و محیطی تكمیل شده:
جوش ها باید دارای یك سطح صاف پرداخت شده بدون فرورفتگی باشند و باید بدون گودافتادگی یا شیب تندی به ورق وصل شوند.
چنانچه عمل گودافتادگی از 0/5 میلیمتر تجاوز كند مورد باید مهم در نظر گرفته شود.
برای اطمینان از پر شدن كامل شیار جوش ها به نحوی كه سطح فلز جوش در هر نقطه ای پائین تر از سطح ورق مجاور نباشد.
فلز جوش را می توان به عنوان تقویتی در طرفین ورق بالا آورد. این تقویتی نباید از ضخامت های زیر بیشتر باشد.
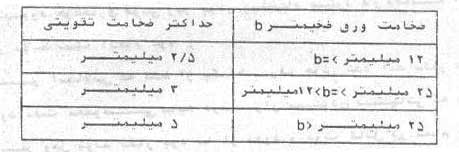
یادآوری: قسمت تقویتی لازم نیست برداشته شود مگر اینكه از ضخامت مجاز تجاوز نماید یا طبق بندهای 5-4-14-4 و 5-6-3-5 الزامی باشد.
5-4-13 جوش های گوشه در ساختمان دیگ بخار:
جوش های گوشه باید به طریقی انجام گیرند كه گودافتادگی قابل ملاحظه ای همانطور كه در بند 5-4-12 تعریف شده, و یا عیوب زیان آور دیگر وجود نداشته باشد و لایه گذاری فلز جوش باید به نحوی باشد كه از ذوب آن با فلز مادر در ریشه جوش اطمینان حاصل شود.
فلز جوش باید به اندازه كافی لایه گذاری شود تا با ضوابط تطبیق نماید. هنگام ساختن جوش گوشه كمتر از دو نوبت جوش نباید بكار رود.
اگر جوش های گوشه داخلی برای اتصال های صفحه تحت كامل به پوسته ها, كوره و ورق های لفاف محفظه برگشت بكار روند شكل انحنای جوش گوشه باید به نحوی باشد كه تأثیر شكاف را به حداقل برساند.
5-4-14 مقررات متفرقه جوشكاری بویلرهای بخار:
5-4-14-1 قسمت پشت اتصالاتی كه از دو طرف جوشكاری می شوند قبل از جوشكاری بویلر بخار باید تمیز نمود.
یادآوری: این مقررات شامل هر نوع روش جوشكاری كه ذوب و نفوذ كامل را از طرق دیگر می توان بدست آورد و یا پایه جوش را از هرگونه ناخالصی محفوظ نگه داشت, نمی گردد.
5-4-14-2 اگر جوشكاری دیگ به هر عنوانی متوقف شود باید دقت بیشتری برای شروع مجدد جهت بدست آوردن ذوب و نفوذ مورد نیاز بكار رود.
یادآوری: در مورد جوشكاری قوسی زیر پودر پیشنهاد می شود در دهانه جوش یك شیار توسط سنگ ایجاد شود.
5-4-14-3 اگر اتصالاتی كه فقط از یك طرف جوش شده اند بكار برده شود دقت مخصوصی باید در تراز نمودن قسمت هائی كه باید به همدیگر وصل شوند بكار برد تا از نفوذ و ذوب كامل در تمام طول پایه اتصال اطمینان حاصل شود. مگر اینكه مورد دیگری در آئین نامه مشخص شده باشد.
5-4-14-4 جوشكاری ورق دیگ قبل از شكل دادن سرد یا گرم:
اگر لازم شود كه قبل از شكل دادن گرم, ورق ها لب به لب جوشكاری شود. اتصال جوش شده در دیگ بخار باید در تمام طولش بوسیله روش های التراسونیك یا رادیوگرافی بعد از شكل دادن, به روش گرم, آزمایش غیر مخرب شوند.
شكل دادن به روش سرد برای ورق های جوش شده باید فقط تحت شرایط زیر انجام گردد:
الف: احتیاط در شكل دادن:
قبل از شكل دادن سرد, تقویتی جوش (گرده جوش) باید صاف شود و سازنده باید قبلا احتیاط های لازم را به عمل آورد. تا جائی كه نیاز باشد از هرگونه تشكیل ترك در فلز جوش یا منطقه متأثر از حرارت جوشكاری اجتناب شود.
ب: ضخامت های محدود كننده:
1: تا ضخامت 20 میلیمتر برای فولادهای دانه درشت
2: تا ضخامت 25 میلیمتر برای فولادهای دانه ریز
ج : شكل دادن: اگر شعاع داخلی انحنا بعد از شكل دادن از 10 برابر ضخامت كمتر باشد عملیات حرارتی مناسبی باید مطابق با آنچه كه بین خریدار, سازنده و مؤسسه استاندارد توافق می شود, انجام گیرد.
د: كنترل:
بعد از شكل دادن سرد اتصالات جوش شده باید با چشم بازدید شده و تمام طول آنها به روش التراسونیك یا رادیوگرافی و روی هر دو طرف بوسیله ذرات مغناطیسی یا مایع نافذ آزمایش غیر مخرب گردند.
[blockquote author=”” link=”” target=”_blank”]یادآوری: اهداف این استاندارد برای دانه بندی درشت یا ریز بر اساس اندازه دانه های Mc Quaid Ehn می باشد. به گونه ای كه دانه های درشت دارای اندازه 1 تا 5 دانه های ریز دارای اندازه 5 تا 8 می باشد.[/blockquote]
(استانداردهای ملی ایران به شماره 136 ملاحظه گردد).
این مطلب را هم ببینید: تشخیص دیگ بخار استاندارد از دیگ بخار غیر استاندارد
5-4-14-5 فقط انحرافات جزئی از شكل دایره ای در پوسته جوش شده باید بوسیله نورد سرد برطرف گردد.
5-4-14-6 در مواردی كه برابر این استاندارد دیگ بخار كامل شده به عملیات حرارتی احتیاج دارد (5-5-2 ملاحظه گردد) اتصال نازل ها, بالشتك ها و انشعابات لوله ها و قطعات غیر تحت فشار بوسیله جوشكاری باید قبل از عملیات نهائی حرارتی, انجام گیرند.
مگر اینكه مشخصأ عملی نباشد, بطور مثال موقعیتی كه جعبه دودها به قطعات تحت فشار جوشكاری می شوند و یا در موارد استثنائی دیگر, در این گونه موارد مقررات زیر علاوه بر كلیه مقررات اختصاصی قسمت پنجم باید مراعات گردد.
الف: الكترودهای با هیدروژن كنترل شده كه درجه خشكی آنها تا حداقل گروه B استاندارد ملی ایران به شماره 137 است باید استفاده گردد.
یا اینكه روشی كه این چنین مقدار هیدروژن مؤثری را بدهد باید استفاده گردد. بطور مثال جوشكاری TiG.
ب: فلز جوش باید به طور یكنواخت با مواد اجزاء, در هم آمیخته شوند و در صورت نیاز با آزمایش های غیر مخرب كنترل شوند.
ج: بعد از تكمیل كلیه جوشكاری ها و تمیزكاری ها, جوش ها با ضخامت گلوئی بیشتر از 6 میلیمتر باید در كل طول بوسیله ذرات مغناطیسی آزمایش گردند.
5-4-14-7 اتصالات:
5-4-14-7-1 قلاب گیرها, گیره ها, سفت كننده ها و سایر اتصالات باید مطابق انحنای سطحی كه قرار است به آن متصل شوند ساخته و گرد گردند.
5-4-14-7-2 اتصالات موقتی جوش شده به قطعات تحت فشار باید تا آنجائی كه عملی است در حداقل نگهداشته شوند.
5-4-14-7-3 اتصالات موقتی باید (بند 5-4-14-8 ملاحظه شود) قبل از اینكه دیگ برای بار اول تحت فشار قرار گیرد برداشته شوند. مگر اینكه آنها مطابق استاندارد مشابه برای اتصال های دائم طراحی شده باشند.
5-4-14-7-4 جوشكاری تمام اتصالات باید توسط جوشكاری تائید شده و براساس روش تائید شده انجام گردد.
5-4-14-8 برداشتن اتصالات:
5-4-14-8-1 اگر بنا باشد كه اتصالات ساخت برداشته شوند روش بكار گرفته شده باید به نحوی باشد تا از آسیب رساندن به قطعات تحت فشار جلوگیری نماید.
اینگونه برداشتن باید بوسیله براده برداری, سنگ زدن یا برش حرارتی كه سپس براده برداری با سنگ زده می شود, صورت پذیرد.
5-4-14-8-2 سطوحی كه از آنها اتصالات موقت, برداشته می شود باید كاملا صاف شود و جهت اطمینان خاطر طرفین بوسیله یك آزمایش غیر مخرب مناسب آزمایش شود.
5-4-15 تعمیر عیوب جوش در دیگ بخار استاندارد:
5-4-15-1 هر نوع تعمیری كه روی جوش توسط سازنده دیگ بخار انجام می شود باید به مؤسسه استاندارد گزارش گردد.
اگر تعمیر در پیامد یك آزمایش پرتونگاری انجام شود فیلم های مربوط به عیوب اولیه نیز باید همراه گزارش باشد, اگر عیوب ب شكل خطی ممتد باشند, سازنده مرجع معتبر بازرسی باید برای تعمیر قسمت ناخالص جوش یا برای بیرون آوردن تمام جوش و سپس جوش مجدد به توافق برسند. بند 1-7-2-3 (h) ملاحظه شود.
یادآوری: اگر بنا باشد كه تمام درز یا قسمتی از درز جوشكاری مجدد شود, خریدار یا مرجع معتبر بازرسی دیگ بخار ممكن است درخواست نمایند كه با صفحات آزمون اولیه نیز بطور مشابهی رفتار شود و یا اینكه صفحات آزمون جدیدی با كیفیت و ضخامت مشابه به انتهای درز متصل و به آن جوش شود.
5-4-15-2 بجز تعمیرات موضعی كه بوسیله جوش دستی انجام می شود تمام تعمیرات با جوشكاری مجدد مربوط به بند 5-4-15-1 رجوع داده می شود و باید در جائی كه عملی می باشد.
مطابق روش مشابه بكار گرفته شده یا جوش اولیه انجام گیرند. استفاده از فرایند جایگزین تنها با اطلاع كامل و تائید خریدار دیگ بخار و مرجع بازرسی یا قانونی باید صورت پذیرد و در صورت تائید مطابق بابند 5-4-3 باشد.
برای دریافت قیمت و خرید دیگ بخار با شماره 09388037440 تماس بگیرید.
برای کسب اطلاعات بیشتر، مقالات مربوطه را مطالعه فرمایید:
استاندارد جوشكاری دیگ بخار فایر تیوب-بخش کلیات و طراحی
استاندارد جوشکاری دیگ و بویلر بخار فایر تیوب- مراحل ساخت
آشنایی با جوشکاری و روش های جوش دیگ بخار


