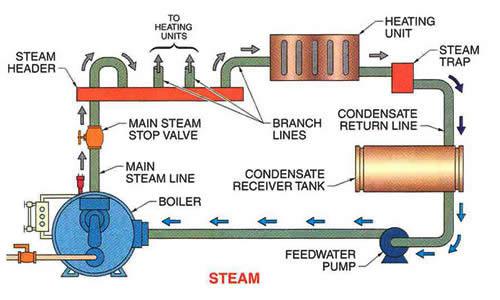
ناخالصی های موجود در جوشکاری دیگ بخار
ج : روش ذره مغناطیسی:
جزئیات روش (و یا روش های) بکار برده شده.
یادآوری: جزئیات کامل را می توان در اوراق اطلاعات فنی استاندارد که بتوان به آنها رجوع مجدد نمود, ثبت کرد.
د: روش مایع نافذ:
جزئیات مواد و روش های فنی بکار برده شده.
یادآوری: جزئیات را می توان در اوراق اطلاعات فنی استاندارد که بتوان به آنها رجوع مجدد نمود, ثبت کرد.
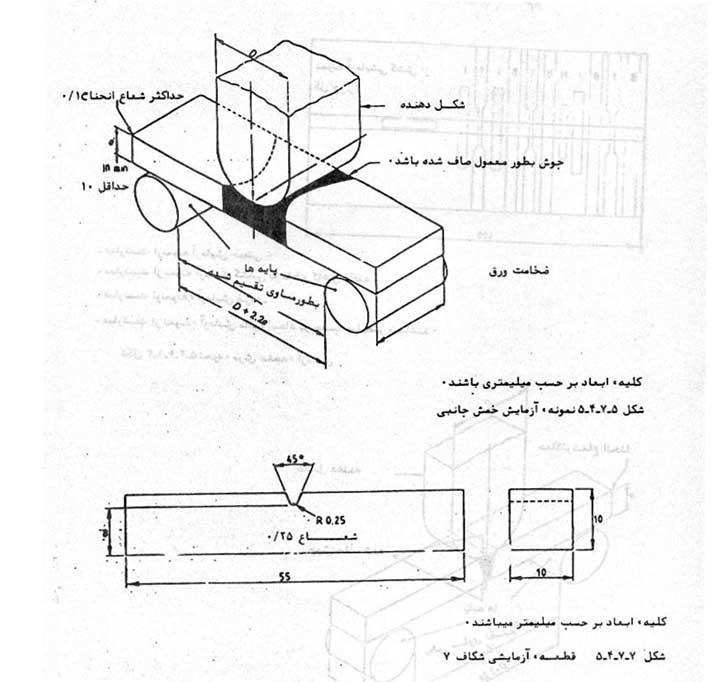
۵-۷ معیارهای قبولی برای عیوب جوش که توسط آزمون های چشمی و آزمایش غیرمخرب آشکار شده اند.
۵-۷-۱ کلیات:
این بند در مورد جوش های اصلی ساختمان دیگ ها قابل اجرا می باشد. اتصالات جوش شده دیگ باید آنچنان که بین طرفین مربوطه توافق می شود مورد آزمایش قرار گیرند. (بند k 1-7-3 ملاحظه گردد.)
جوش هائی مورد قبول خواهند بود که عیوب آنها از حدود داده شده در جدول ۵-۷ تجاوز نکنند.
یادآوری: بجز ناخالصی های ناشی از سرباره در جوش, این حدود همانند حدود پذیرفته شده برای تائید روش در استاندارد ملی ایران به شماره ۱۵۴ و برای تائید جوشکار در استاندارد ملی ایران به شماره ۱۵۴ می باشند.
۵-۷-۲ گروه بندی ناخالصی های موجود در جوش:
۵-۷-۲-۱ ناخالصی های مجزا:
ناخالصی را فقط در صورتی می توان مجزا دانست که به صورت های زیر از یکدیگر جدا شده باشند.
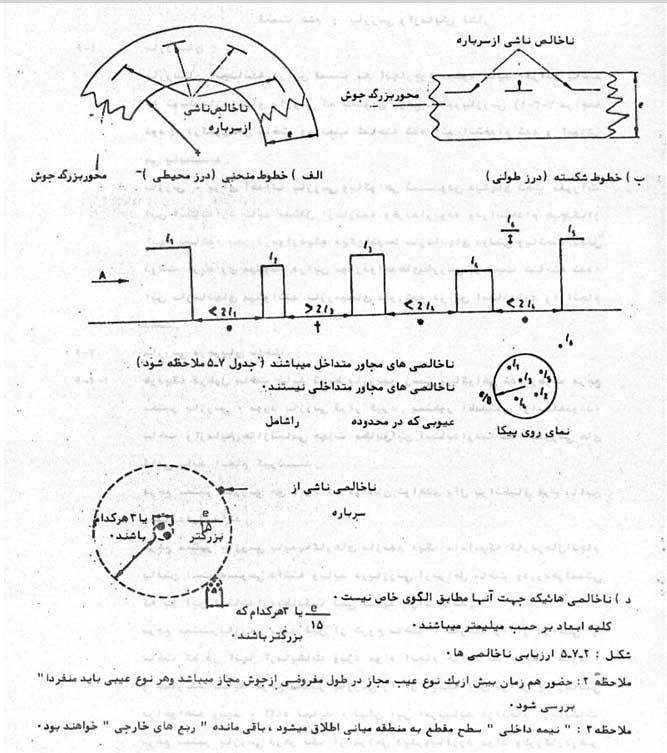
الف: به صورت خطی در یک ردیف قرار گرفته (خطوط محیطی و یا خطوط طولی به شکل های ۵-۷-۲ (الف) و (ب) ملاحظه گردد.
ناخالصی های در یک ردیف قرار گرفته باید با فاصله ای حداقل مساوی دو برابر طول بزرگترین ناخالصی, از یکدیگر جدا باشند (شکل ۵-۷-۲ (ج) ملاحظه گردد.)
ب : ناخالصی هائی که جهت آنها مطابق الگوی خاصی نیست (شکل ۵-۷-۲ (ه) ملاحظه گردد.)
ناخالصی هائی که بر روی هم قرار می گیرند قابل قبول می باشند که روی هم قرار گرفتن آنها از ۳ میلیمتر و یا هر کدام که بزرگتر هستند تجاوز نکنند, و حداقل با فاصله از هر محدوده و یا ناخالصی منفرد دیگری جدا شده باشند.
۵-۷-۲-۲ ارزیابی یک گروه از ناخالصی های خطی
ناخالصی های درون یک گروه را باید در ابتدا بطور منفرد مطابق جدول ۵-۷ ارزیابی نمود. ناخالصی همجوار درون هر محدوده به شعاع باید به یک خط محور مرکزی تصویر شوند و سپس با آنها مانند ناخالصی های خطی در یک ردیف قرار گرفته رفتار شود( شکل (ج) ۵-۷-۲ ملاحظه گردد.)
با ناخالصی های مجاور در صورتی می توان همانند ناخالصی های متداخل رفتار نمود که فاصله خطی آنها از دو برابر طول بلندترین ناخالصی در زوج مورد نظر کمتر باشد.
به هنگام ارزیابی اینکه آیا ناخالصی های مجاور متداخل می باشند. فقط طول واقعی آنها باید در نظر گرفته شود نه طول مؤثر آنها (شکل ج ۵-۷-۲ ملاحظه گردد.)
اگر ناخالصی ها متداخل تشخیص داده شوند, طول واقعی هر ناخالصی و نیز فاصله آن از ناخالصی مجاورش را باید جمع نموده و طول حاصله را به عنوان طول مؤثر, مطابق با جدول ۵-۷ در بررسی منظور نمود.
۵-۷-۳ ترمیم جوش ها:
جوش های دارای عیوب غیرقابل قبول را باید ترمیم نمود, ترمیم جوش ها باید مطابق با روش تائید شده توسط مرجع معتبر بازرسی و در نظر گرفتن همان معیارهای قبولی جوش اولیه انجام گیرند.
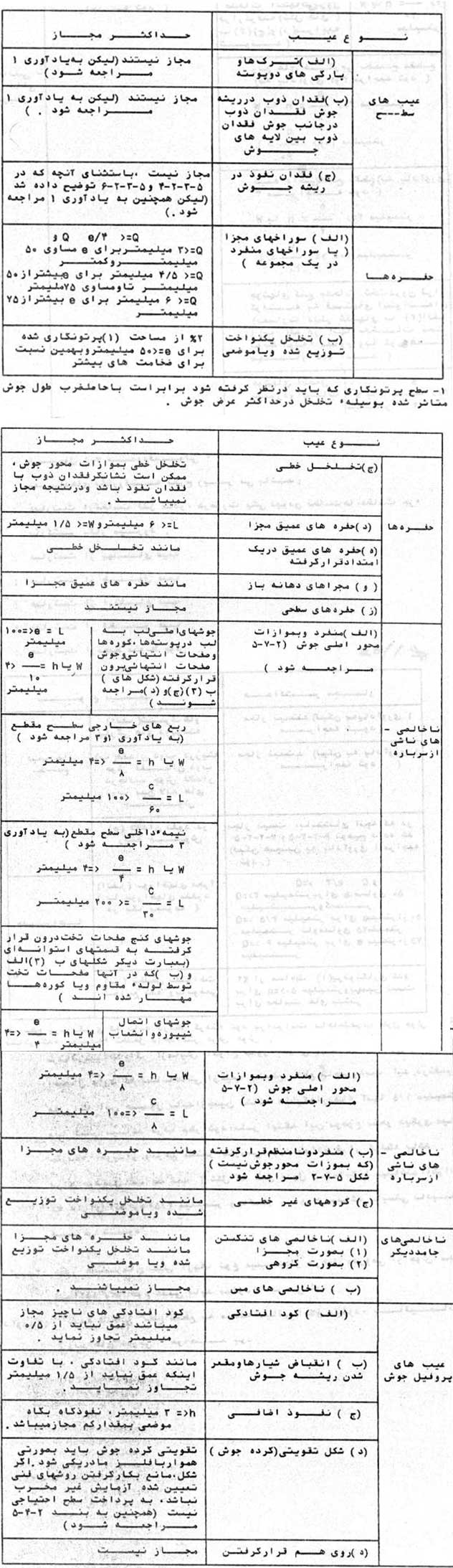
جدول ۵-۷ حدود قبولی:
نمادهای بکار رفته به شرح زیر می باشد:
e: عبارتست از ضخامت فلز مادر, در صورت یکی نبودن ضخامت ها ضخامت جزء نازکتر به کار می رود.
W: عبارتست از پهنای عیب.
L: عبارتست از طول عیب.
h: عبارتست از ارتفاع عیب.
q: عبارتست از قطر عیب.
c: عبارتست از محیط متوسط جوش.
یادآروری ۱: بعد مهم یک عیب از نقطه نظر تاثیر آن در بازدهی کار, ارتفاع و یا ضخامت سرتاسر می باشد. اگر آزمایش امواج ماوراء صوتی جهت ترکیایی بکار رود, احتمال دارد که نشانه هائی از عیب با سطح مقطع ناچیز بدست آید.
در تفسیر مقررات این جدول باید از چنین نشانه هائی که ارتفاع آنها ۱/۵ میلیمتر و یا کمتر می باشد صرف نظر شود, مگر اینکه این موضوع به نحو دیگری میان سازنده, خریدار و مرجع معتبر بازرسی مورد توافق قرار گرفته باشد.
برای جوش های لب به لب T شکل که طبق جدول ۵-۶-۲-۲-۱ می باشند, اثراتی که دارای اندازه ۲/۵ میلیمتر و یا کمتر برای h می باشد بایستی نادیده فرض شود.
یادآوری ۲: حضور همزمان بیش از یک نوع عیب مجاز در طول مفروضی از جوش مجاز می باشد و هر نوع عیبی باید منفردا بررسی شود.
یادآوری ۳: “نیمه داخلی” سطح مقطع به منطقه میانی اطلاق می شود, باقیمانده “ربع های خارجی” خواهند بود.
برای کسب اطلاعات بیشتر، مقالات مربوطه را مطالعه فرمایید:
آشنایی با جوشکاری و روش های جوش دیگ بخار
استاندارد جوشکاری دیگ بخار فایر تیوب-بخش کلیات و طراحی
استاندارد جوشکاری دیگ و بویلر بخار فایر تیوب- مراحل ساخت